

热线:+86-13712930185
电 话:+86-13712930185
传 真:+86-13712930185
地 址:广东省东莞市常平镇漱旧园区五街2号103室
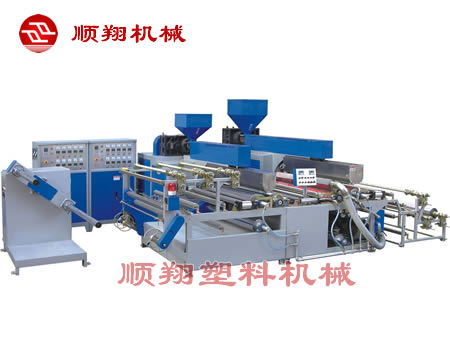
首先通过一个,两个,三个区域,预热,下部,一般170度左右,大约200度的其他几个区,如果温度较高时,材料不能从雷杆的过去,甚至燃烧变色。
其次是四区,即发球区。 T恤在60-160目,目的是防止杂质进入五区,网状网越来越小心,可吹更薄要求更高的膜,包括膜的透明度,手感光滑,紧张等,但太经过反复仔细地防止了材料,它会根据要求吹不出来的,一般3〜 5个合适的,厚度。
预计五区,薄膜磁头后排放口为7厘米直径的圆形贴,材料的温度基本稳定,整个加热过程配合来控制,根据排料口的感觉太更高的膜的稳定性,并且烧焦变色,太低会“买不起拉膜。膜的厚度不均匀的嘴必须通过膜丝磊调整。
然后牵引区之后的膜头吹气孔的气体,气体的中间圆圈膜,膜成直线时,塑料发泡剂由多少来控制大小,再经过在膜稳定膜。厚度控制由主机和绘图速度,这是可以理解的,主机速度快,进给速度快,膜的厚度;牵引相反,拉得越快,越薄胶片,这是最重要环节之一。
最后被缠绕,膜角度从天上下来,通过接收线圈的体积,绕线机速度可根据来控制薄膜的速度进行调整,通过绕组,膜成为我们需要的规格尺寸,的厚度膜卷,接下来就是制袋机的过程。